わたしのトルクレンチは“ラチェット方向切り替えレバー”が付いている。
つまり、緩め作業に使ってもいいように作られているはずだと考えていたので、壊れるかどうかなどとは
疑いもせず緩め作業にも10年近く使ってしまった。
そういえば、このトルクレンチは使い始めてからもう10年近くになるのだ。2,3回は校正に出していても
おかしくない使用年数だ。校正に出せば壊れているかどうかも分かるというものだ。
しかしトルクレンチの校正なんてどこに出せばいいのだろう。
今となってはどこで買ったのかさえ覚えていない。
でも、考えてみればトルクの概念なんて単純なものだ。
原理的に正確なトルクを発生させる仕掛を作ってトルクレンチの目盛との整合性を見ればよいのだ。
トルク測定装置
装置なんて大げさなものでもない。トルク入力軸を設け、その軸に出力レバーを取り付け、そのレバーの先端で発生する荷重を体重計か
なにかで測れば良い。
ますはレバーの長さを決めよう。
単位通り、1cmのレバーでは、わたしの450kg・cmのトルクレンチの性能を検証するには、450kgの
ハカリが必要になる。
しかし同じトルクが発生している場合、出力レバーを長くすればその先端で発生する力は小さくなる。
単位を例に考えてみると分かりやすい。
たとえば、100kg・cmのトルクが発生しているとする。
前述のように1cmのレバーでは先端の荷重は100kgだが、レバーを10cmにすれば先端で発生する荷重は
10kgである。
我が家のデジタル体重計は最大136kgまで測定できるので、10cmレバーだと1360kg・cmのトルクを測定
できることになる。
しかし体重計の幅が30cmあり、10cmレバーでは届かない。25cmとか50cmとかだと届くが、
いちいちトルク値を計算し直さないとならない。
ここはいっそのこと1mレバーにしてしまうのだ。
1mレバーだと、100kg・cmのときは先端荷重は1kg。食品用の2kgはかりを使えば10kg・cmレベルで
測定ができる。ただし、測定できても200kg・cmまでだが。

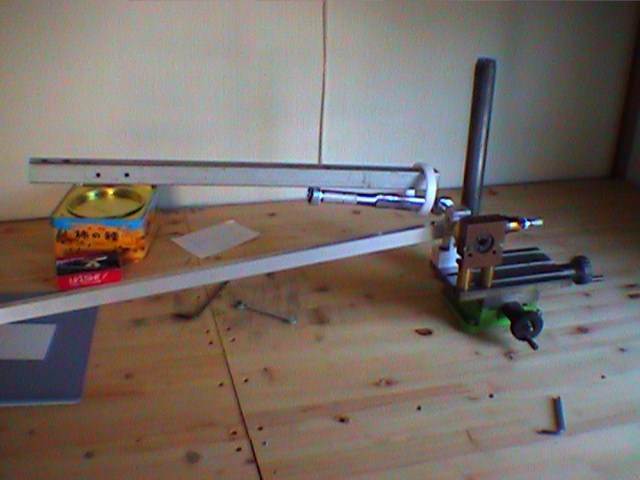
レバーはDIYで売ってたアルミの平角管。長さ1mとして売ってた。101mmだった。
断面は25mm×15mmの長方形で板厚1.2mm。\800だった。
ほかはジャンク箱のなかの廃材を削って作った。
見覚えのあるローラーもある。

フライスのベッドをわたしが寝てるベッドに穴を掘って固定する。
いいのだ。わたしが作ったベッドなのだから。(総ヒノキ作り)
穴の間に置いた部品は“鬼目ナット”という、木にメートルねじ穴を作る部品。
DIYで見つけてよくお世話になっている。

この鬼目ナットはISO-M6用である。

主軸ユニットには用はないしジャマなので取外し。

2面幅10mm(M6用)の六角頭を作ってある。

レバーが1mもあるとトルクをかけたときにレバーがしなって
天秤に当る部分がスライドするのでローラーで天秤を押す。
つい最近の失敗作“ベルトガイドローラー”をそのまま使用。

入力軸は シリンダ加工の時に作った冶具で受ける。
なるべく汎用性が出るように工夫して作った冶具だったので、
役に立ってちょっと嬉しい。
モチロン両端ベアリング支持である。


荷重測定に重力を利用することになるので、厳密には入力軸と
体重計押し部は水平になっていなければならないが、振り子の
周期計算における振り子の上下動差といっしょ。無視して問題はない。
ただし、先端のローラーはなるべく正確に入力軸から1000mmになる
位置に取り付ける。

最小で0.01kg・cmのトルクを検出できることになるが、トルクレンチの
校正にはそこまでの精度は必要ない。
最後の目盛合わせの際に役に立った。
まずは挙動の把握から
トルクチェック音がして、ハンドルが「カクッ」となるとき、発生するトルクがどういう変化を示すかを把握するために、レンチのハンドルをいろいろな速さ、押し方で操作してゲージの動きを見る。
体重計のほうは最小表示が0.1kgで偶数しか表示できないので、ハンドルを普通に押しても
安定して同じ数値が出るが、デジタル天秤は分解能が細かいためチェックがかかる瞬間の数値が
読みにくい。
微小にコントロールすることにした。
こうすると、ハンドルに手を掛ける位置が天秤に近くなるので
デジタル表示が見やすくなるという利点もある。
最大値メモリーがあれば事足りる話ではあるが....
測る
まず体重計のほうで、100,150,200,250,300,350,400,450kg・cmの各設定トルクでチェック音がしたときに何kgを示したかを測定する。
また、以前から気になっていた
「ダイヤルを右回しで合わせた場合と左回しで合わせた場合とで有意差は出るか?」
を検証するため、0→100→150→200→250→300→350→400→450kg・cmと上げて行き
今度は逆に450から→400→350→300→250→200→150→100kg・cmと下げていってそれぞれの
値を各5回測定した。






