ロングストロ−ク化、腰上調整
グランドアクシス改造奮闘記TOPへ
クランクシャフト交換編へ
ロングストローククランクシャフトの導入により、 ピストンの上下死点や吸排気ポートタイミングが変わります。
これまで使ってきたエンジンのポートタイミングをなるべく変えないようにして、 ロングストローク化の術後調整を行います。
掃気ポート上面を基準位置に
ロングストローク化すると、クランク回転上死点から90°までのポートは上げ、 90°以降のポートは下げることになります。 どれくらい上げ下げするかはポートが開くときのクランクの回転角度で考えるのがスジでしょう。
なぜ掃気ポートを基準位置にしたかというと、このポートが一番加工がヤッカイだから。 排気ポートはエキパイフランジからもボアからも加工できるし、 各ポートの下面はナゼか下死点でのピストン上面よりもだいぶ下がった位置にあるので、 上下各1.7mmのロングストローク化(47.6→51.0)では調整の必要がなかったからです。
ノーマルクランクにおいて、それぞれのポートが開くときのクランクの回転角度を出しておいて、 同じ角度で各ポートが開くようにタイミングを調整しようと思います。
以前からコツコツ入力してたCADデータで検討。 一番マトモに走ってた頃のパーツ組み合わせで 掃気ポートが開くクランク回転角を出して、 同じ角度でロングストローククランクを固定、 このときのピストン上面の位置に掃気ポート上面を合わせます。
今回導入するFeng-Mingクランクシャフトはコンロッドだけヤマハ純正品を若干加工して使っています。 コンロッドの長さが同じでストロークだけが長くなると、 クランクが上死点から90°のときのピストン上面位置が下がります。
クランク中心からピストンピン中心までを高さ、大端ピン中心までを底辺、 大端ピン中心からピストンピン中心までを斜辺とした直角三角形で考えてみてください。 底辺だけがロングストローク化で長くなると斜辺がひきずられて下がるので ピストンピン中心位置(つまりピストン上面位置)も下がるでしょ。
それに加えて、クランク交換と同時に投入しようとしているφ55ピストンでは ピストンハイトが1mm低くなっていたのと、 交換するシリンダの掃気ポート高さも違っていたためかなりの調整が必要。
結局、掃気ポート上面をクランク&ピストン交換前とキッチリを合わせるには、 シリンダベース面を1.8mm削ってシリンダ全体を下げてやる必要があることが分かりました。
シリンダ&ピストンを変えなかったとしても1.2mm下げることになります。
シリンダベース面切削
理論上の必要切削量は1.8mmですが、1.5mm切削としました。
そもそも現物測定から出した理論値(つまり厳密には理論値とは言えない)だし、 「ちょっぴり高回転方向に振ってみたい」という気持もあったので。
実は以前から、「2mmくらいハイトが低いピストンないかな」と、 ピストンクラッシャーdaiさんと話していたんです。
ハイトが低いピストンとそれに合わせてベース面を削ったシリンダを入れると、 シリンダの一次圧縮面全体がケース側に下がるので、 理論上は一次圧縮が上がるんです。
これによって上がった一次圧縮がエンジンの性能にどのように影響するかわかりませんが、 いわゆる「萌え方向」のセッティングは試してみたいですよね。
排気ポート上面切削
シリンダ全体を1.5mm下げると、 排気ポート上面は2.0mm上げて以前のポートタイミングと同じになります。
「以前の」というのはノーマルより2.5mm上げた状態だったので、 ロングクランクでノーマルのポート位置だと何mmで合うのか分かりませんが、 そんなこともう検討する気ない。
この切削で、排気ポート上辺はシリンダ上面から25.5mmになります。 この値が27mm程度まではポート上面はエキパイまでほぼストレートの形状で切削できるんですが、 25.5mmだと天井がだいぶ上反りの形状になってしまいます。 これを無理して削っていくと....
排気ポートの天井が抜けちゃうんです。
スリーブ角部切削
スリーブも1.5mm下がるので角が若干クランクに当るようです。 CAD図上でちょっと当ってる程度なのでホントに当るかどうかわかりませんが、 角っちょくらいナンボでも削ったるわい。
ヘッドスペーサー
ロングストローク化で少なくとも1.7mmはシリンダの高さが不足してるはず。 更にベース面切削で1.5mm下がってるので合計3.2mm。 ピストンハイトが1mm低かったので差し引き2.2mmのスペーサーが必要ですが、 0.2mm相当分は作り直しのヘッドのほうでナントカすることにして、 厚さ2.0mmとしました。
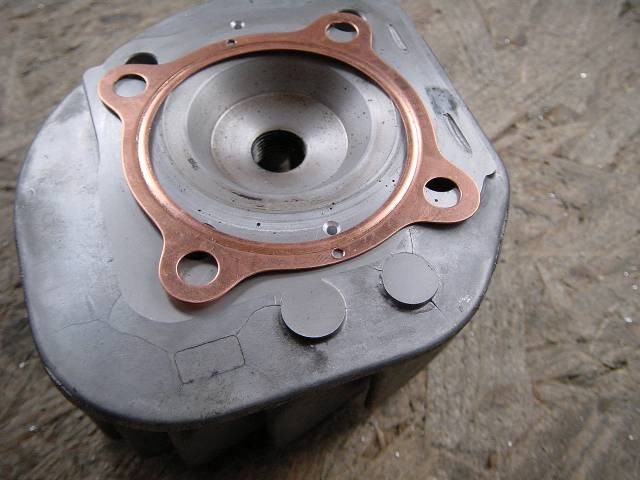
ボアの脇にあいてるφ2mm穴は、 組立時にシリンダとスペーサーの中心がズレないようにと考えたものです。
スペーサーとシリンダの中心を合わせた状態で、 スペーサーの2mm穴をガイドにしてシリンダ上面にも2mm穴をあける。
使い古しの小端ベアリングからベアリングニードルをラジペンでコジって取り出し、 このピンをシリンダに打ち込んでスペーサーの2mm穴に通して組みたてる。
と、こんな感じになります。
ヘッド側の加工
シリンダに打ち込んだピンは半分出っぱなしにしてあります。 ヘッドとガスケットにも同じ位置に穴をあけて、 シリンダ、スペーサ、ガスケット、燃焼室、全部センタリングしちゃうことにしたんです。
こんなことまでして、どんな利点があるのか?
ん〜、確かにヘッドまでセンタリングしても意味はないでしょうね。 ヘッドスペーサーも組み立て前にセンタリングして液ガスでシリンダに貼り付けておいて、 一晩経ってから慎重に腰上を組めば特に問題はないでしょうし。
ただ、こうやっておくと組むだけで確実にセンタリングされるし、 液ガスじゃなくて熱伝導性グリスとかが使える、 何より「組立完了してる=センタリングもバッチリ」というのは、 夜安心して眠れるじゃないですか、ね。
なお、ピンはガスケットの平坦部の幅半分の点に打ってあるので圧縮漏れなどは無いと思います。
ヘッド容量の変更
排気量が上がったのでヘッド容量も変更です。
以前とプロフィールをあまり変えないとなると、 まずは排気量に対する燃焼室容積の比を同じにしてみましょうか。
前の仕様は排気量:燃焼室容積=101cc:11.5cc。
今度は排気量が121.2ccになるので、以前と同じ比率の燃焼室容積は13.8ccになります。
と、書いてる時点でイケニエとなるノーマルヘッドの手持ちがないので、 以前使っていたHIDヘッドVer.2-φ52.5-11.5ccのものをスキッシュを55.5mmに広げて、 ガスケットを増量して容積調整、 ナラシをしながら新しいヘッドを手配・加工しようと思います。
スキッシュを広げて容積を測ったら11.9ccでした。
1.9cc増量したいワケですが、 内径を55.5mmに加工した0.5mmのヘッドガスケットを2枚入れてやると2.4cc増量になります。 0.5cc余分ですがナラシをするにはちょうど良さそうですね。
ナラシ&当り取りへ
SEO
掲示板
[PR]
爆速!無料ブログ
無料ホームページ開設
無料ライブ放送